上海冠邑信息技術有限公司


MES系統架構

實時看板
支持訂單達成率,直通率,生産計劃達成率,人爲問題,問題處理及時率,各工序結存情況,産能利用率等原始數據的輸出。
訂單狀態實時監控,實現生産過程異常報警推送功能
 |  |
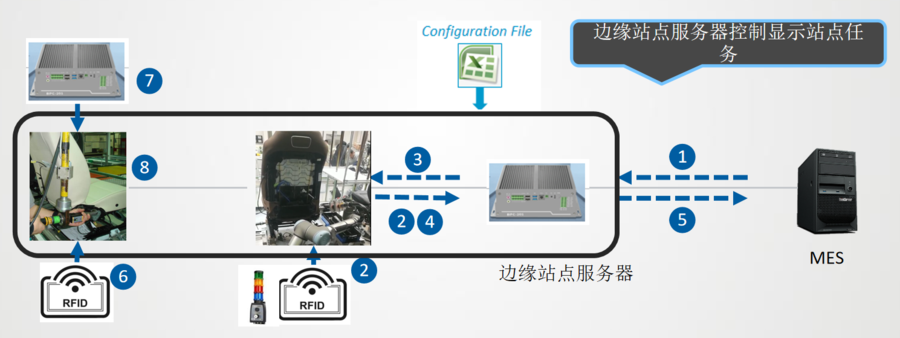
自动拧紧站+返修站解決方案
● 边缘站点服务器从MES获取工艺参数和信息
●通過條碼掃描槍或RFID獲取座椅條碼信息,並發送到邊緣站點服務器,進行比對
●比對無誤,邊緣站點服務器下發生産任務到機器人及工具控制器,並使能相應的擰緊程序
●擰緊完成後,擰緊控制器將擰緊結果返回到邊緣站點服務器
●如果擰緊不合格,塔燈報警,顯示紅色燈
●如果擰緊合格,塔燈則顯示綠色燈
●邊緣站點服務器將MES需要的擰緊結果上傳給MES
●MES放行座椅到下一個工位,通過條碼掃描槍或RFID獲取座椅條碼信息
●邊緣站點服務器確認該座椅是否需要返修,調用對應的返修程序
●操作人員根據返修程序進行返修,返修合格,手動放行進入下一個擰緊程序並手動放行
不同的人員和環境,不同的操作方式(自動或者手動)實現産品的裝配過程中,通過圖文並茂的分步指導,高效、正確地完成裝配步驟,並且記錄作業步驟。
數字化的裝配指導由您自己創建或通過ERP系統中集成的客戶訂單自動生成。作業指導獲得集中創建和管理,使得産品變更的複雜性大大降低,並有效地執行變更。
裝配過程記錄存檔,並可隨時調出工藝數據,這保證了品質,使工藝流程得以優化。
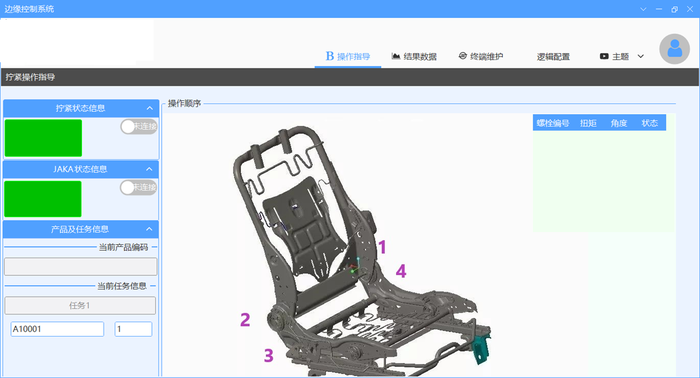
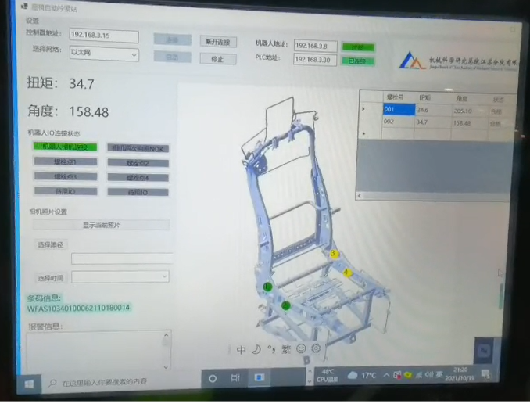
自動站配置及軟件
● 任务下发及激活
●數據上傳及追溯
●返修及工藝信息同步
●PLC通訊
S811車型副儀表台電檢測
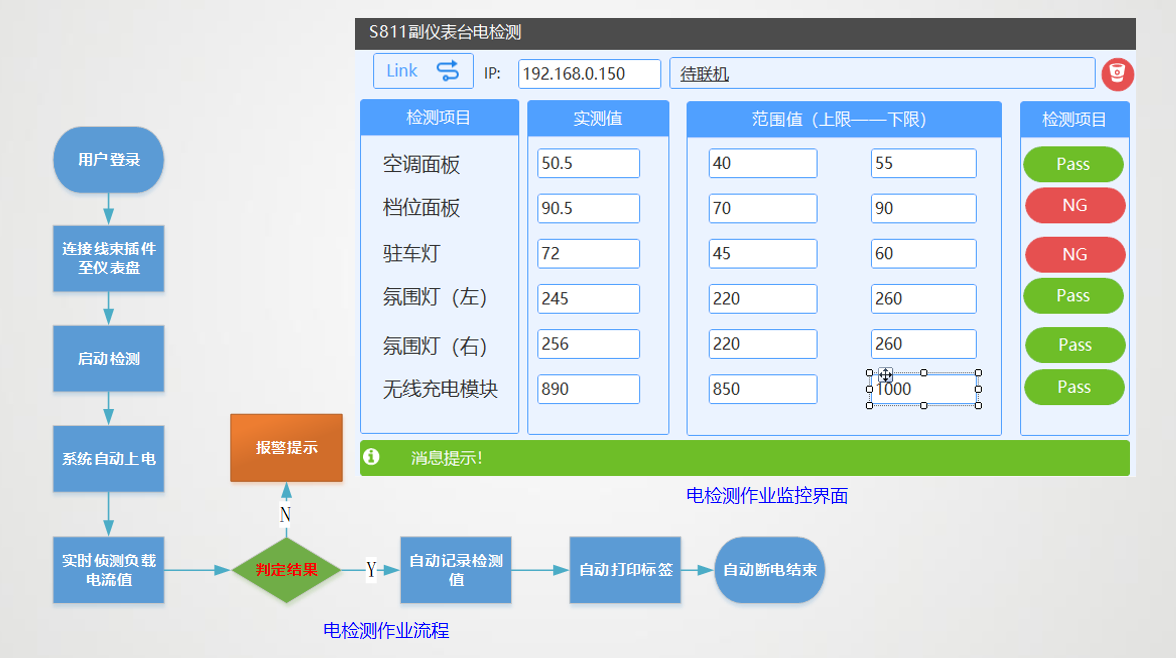
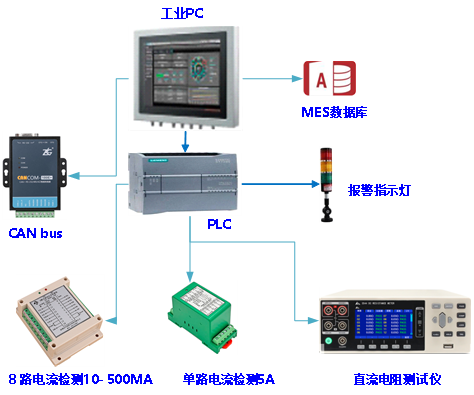
流水線多系列車型儀表台電檢測
1、工业一体机PC作为系统操作端,安装sql sever数据库和客户端软件,与PLC控制器和CANbus模块连接,记录产品检测数据记录;通过CAN协议获取产品各个组件的硬件版本号及软件版本号并记录到系统中。
2、PLC控制器與電流檢測模塊連接,實現各個被檢測負載通電後電流數據采集,同時判定檢測結果(建議依據産品設計的電流上下限值判定*終結果),檢測結果異常系統將報警,合格PC上位機軟件自動將結果寫入MES系統本地Access數據庫。
3、電流檢測模塊:
● 6路全电流测量,共负极输入方式;采用高精度24位专用AD芯片;检测量程: 10mA, 20mA,100mA,500mA,1A;
● 直流单回路进行全参数测量;采用高精度24位专用AD芯片,检测量程: 5A/10A/20A
4、電檢線束由航空插頭引出,與線束快速連接,檢測時將線束一頭與産品連接即可,更換方便;
5、短路測試:PLC觸發直流電阻測試儀檢測總回路是否存在阻值,如果阻值小于目標阻值判定爲短路。
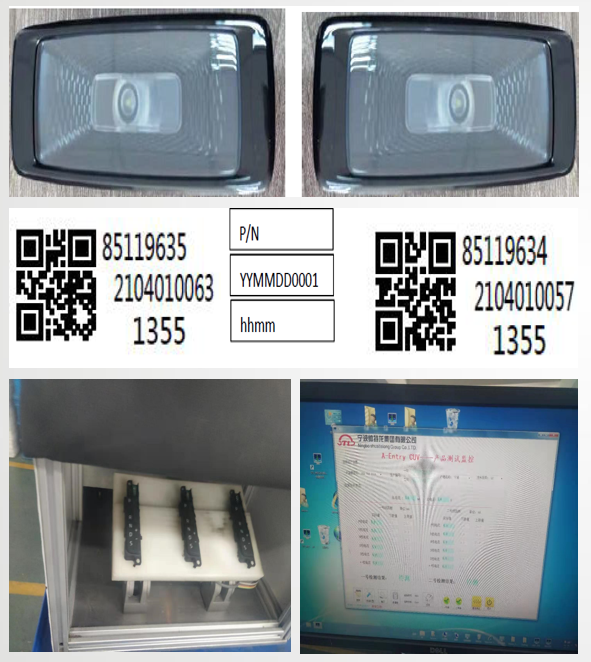
電檢測試及賦碼
1、开班/ 断电后首项测试:必须先进行防错样件检测后,才能进行正常生产检测。**步防错样件检测:开机、断电、软件重启状态下,必须先进行防错样件检测:
2: 在操作界面增加状态显示快捷键“防错检测正常测试”——开机为防错检测:
3: 防错数量设定开放;防错步骤按照测试项顺序进行,样件顺序放错或者放入OK 品, 测够设定防错件数量后,不能进入“正常测试”状态【提示:请重新进行防错样件测】。必须重启软件重新做一遍。启动按键锁死——点动无反应。
4.“防错检测正常测试”全程软件自动切换。防错件检测OK 后,自动进入到正常测试状态。
5: 防错样件测试时:数据可以不记录、如果放入OK 品测试不记录到测试总数内、不记录到测试记录内、不打标。
6: 正常测试NG 品排除到NG 不良品盒内;
7:産品放置治具部位:加産品感應防錯,無産品時啓動按鍵鎖死——點動無反應。
8:二維碼內容格式可編輯選型;
9:零件號切換時,激光打碼綁定調取程序,綁定編輯功能開放出來;
10:记录存储按照每班1 个EXCEL 表单【零件号、打码内容、日期、时间、状态、测试项目+数值】;
测试结果激光打标:测试OK 后出标签,NG 不打标
汽車零部件行業部分客戶

|
|