上海冠邑信息技術有限公司


**部分:系統介紹
1.1:系統背景介紹
系統背景:根據企業要求,在工廠建立包含自動在線自動在線貼標、自動在線數據采集、自動關聯産品與紙箱的關系,紙箱與托盤的關聯;在自動線生産的過程中采集、生成、關聯的産品數據將存入服務器中;
名詞定義
工控機:安装在全自动生産線上的生産控制服務器,安装“生産線采集、賦碼關聯控制系統软件”實現对數據采集、在線賦碼、在线關聯系統中相关软、硬件的联动控制,采集産品碼、生成箱碼与托盤碼並關聯數據。
生産線采集、 賦碼關聯控制系統:安裝在生産線上的工控機,控制掃描、賦碼設備、打印設備等聯動工作的控制軟件。
數據中心服務器:用于存储所有生産線的賦碼數據,每條生産線的生産任務完成後,用戶上傳賦碼數據到服務器,在服務器統一查詢維護所有的産品賦碼數據。在服務器上可以查詢産品碼關聯的所有箱碼及托盤碼,三級碼互相查詢;可以將關聯數據使用“EXCEL”格式導出。
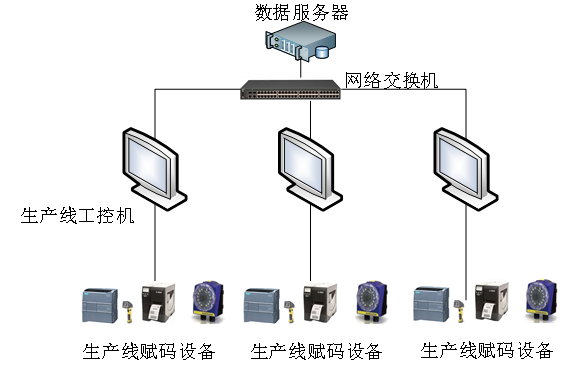
1.2. 系統总体架构 说明
系統总体架构包括:自动賦碼设备、讀碼及踢廢裝置、控制系統、在線賦碼關聯軟件、系統數據中心;
第二部分:標簽說明
2.1 标签及 数碼说明
根据企业的需求,需要産品*小包装设计一物一碼:用戶使用激光打碼,由于産品的包裝是塑料,需要試驗打碼效果確保二維碼的讀取率,在讀取塑料包裝的二維碼時需要考慮二維碼區域的平整。
2.2 針對紙箱標簽設計說明:紙箱標簽與大袋包裝標簽內容:品名、規格、數量、生産日期、生産批號、二維碼、;標簽大小:40*80;
? 标签内容包括:産品二維碼和紙箱包装二維碼關聯,建立父碼和子碼的关系,(如按指令建立1父碼20子碼關系);紙箱碼與托盤碼關聯,實現三级碼關聯;可以設置一二級碼的父子關聯数量。
1. 2.3 针对托盤标签设计说明:托盤標簽內容:品名、規格、數量、生産日期、生産批號、二維碼;標簽大小:40*80; 紙箱碼與托盤碼關聯,實現二三级碼關聯;可以設置二三級碼的父子關聯数量。
第三部分:生産線自动贴标及賦碼關聯控制系統解決方案
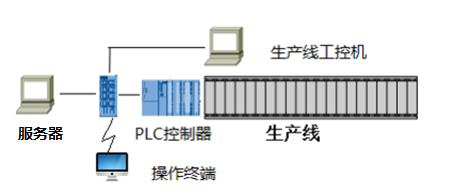
系統架構示意圖
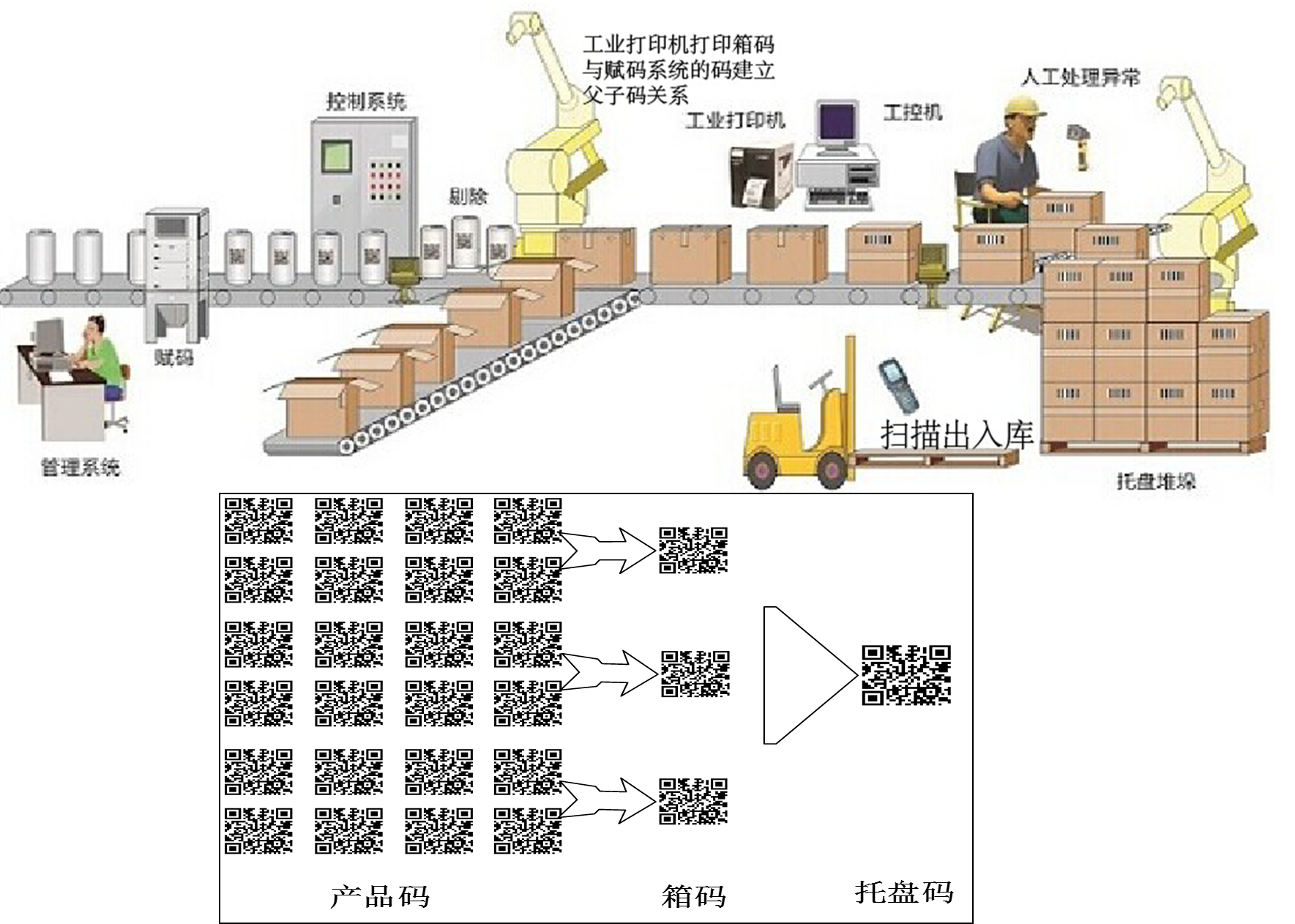
系統工作流程示意图
具體流程說明:
A 産品依次放入産品传输基础线上(视情况可结合生産線);
B 固定式讀碼器讀取産品的包装袋碼,讀取的碼存储到産線工控机,如果讀取失败,通知控制系統剔除。
C 当讀取産品的二維碼数量,满足一箱的数量时,賦碼系統会生成並打印一张**箱碼与産品碼實現關聯,箱碼和箱内所有産品碼形成一对多的关系存入數據库;在线贴标机將标签粘贴紙箱包裝。
D 在生産線上使用固定式讀碼器讀取紙箱的二維碼或大袋的二維碼,当讀取二維碼数量满足一托盤或者控制系統告知賦碼系統完成托盤堆垛數量時生成一張托盤碼,並將托盤自动粘贴到托盤上,如果讀碼失败將剔除紙箱或大袋包裝。
E 讀碼器需要將每次讀取的二維碼數據传输到工控机,工控机比较编碼信息是否符合要求及规则;
F
3.2.2 操作流程說明
1 1 、工作前准備:
1.1 )人工外观检测:産品流经喷碼机前**由巡检员,对産品外观箱体进行检测,对磕碰、破损等情况进行剔除,确保进入生産線的单品没有问题,避免包装后的産品剔除,影响工作效率。
1.2 ) 任务单制作:系統支持录入和导入两种方式进行任务单制作。制作时操作员首先登录工控机后台管理系統,然后选择对于的制作模式。
? 录入模式:点击”任务单录入”菜单,然后录入相应的任务信息以及生産線的分配信息,录入完成后点击“保存”按钮,即可完成任务单的录入。
1.3 ) 任务单審核:操作员打开任务单審核界面,在列表中选择待生産的任务单,现场操作人员检查其是否跟实际的生産信息一致,如果一致则选择”審核通过”;如果不一致,则不予審核,只有審核通过的任务才能开始生産。
1.5 )检查硬件和物料的准备情况是否正常,自动贴标设备上的标签,当全部检查通过后点击控制软件的”开始包装”按钮,配合贴标机进行産品贴标、标签扫描采集和賦碼。
|
|